

V čísle T+T 9/2013 jsme mezi doplňkovými technologiemi používanými na pálicích strojích řady OMNICUT zmínili také technologii svařování metodou MIG/MAG. Nutno dodat, že se nejedná o do nedávné doby obvyklý doplněk našich pálicích strojů. Níže popisovaná aplikace vznikla díky úzké spolupráci společnosti MGM, spol. s r.o., Tábor – výrobce CNC řezacích strojů, a společnosti Ocelové konstrukce s.r.o., České Budějovice – uživatele CNC řezacího stroje OMNICUT a výrobce různých typů ocelových konstrukcí.

Technologií svařování metodou MIG/MAG byl na přání uživatele dovybaven již provozovaný pálicí stroj OMNICUT, který byl do té doby osazen pouze technologií pro plazmové dělení a vrtání. Uživatel, Ocelové konstrukce s.r.o., po vyhodnocení vytíženosti velmi výkonného pálicího stroje předložil dotaz, zda by bylo možné stroj doplnit o svařovací technologii, která by vedla k dalšímu nárůstu produktivity a zvýšení efektivnosti produkce. Výsledkem diskuse bylo rozhodnutí o doplnění stroje svařovací technikou a příslušenstvím, které umožní mechanizované svařování atypických svařovaných nosníků I-profilu s konstantní nebo i proměnnou výškou stojiny.
Řídicí systémy pálicích strojů jsou specifická zařízení, konstruovaná pro řízení operací úzce souvisejících s potřebami nosiče technologie a samotné technologie dělení materiálu. Případné nástavby systému pak řeší řízení operací dalších podpůrných zařízení (pro řezání úkosů, vrtání, mikroúderové značení apod.) umožňujících komplexní a kvalitní přípravu materiálu pro další zpracování. Svařovací operace spadají již do následných etap výrobního procesu, a proto nejsou řídicí systémy pálicích strojů ve standardu vybaveny prvky pro ovládání svařovacích procesů. Jednoduchá zařízení pro mechanizované svařování používají jednoduché řídicí systémy, které řídí jednotlivé kroky procesu.
Rozhodování o způsobu řešení daného úkolu s využitím již existujícího stroje při požadavku na co nejnižší náklady a v co nejkratším čase, zahrnovalo následující kritéria:
1 Svary nosníků jsou ve směru podélného pojezdu portálu, případně s malými úhlovými odchylkami.
2 Svar je koutový, jednovrstvý (bez požadavku na rozkyv hořáku).
3 Možnost nastavení a korekce svařovací rychlosti.
4 Možnost nastavení svařovacích parametrů.
5 Možnost přednastavení požadované polohy hořáku.
6 Start provést jedním tlačítkem START (obsluha).
7 „Předfuk" plynu (po startu, před zapálením oblouku).
8 Soft start (pro spolehlivé zapálení oblouku – po „předfuku").
9 Možnost nastavení prodlevy po zapálení oblouku pro vytvoření tavné lázně (po prodlevě se stroj dá do pohybu).
10 Spolehlivé vedení hořáku v průběhu svařování.
11 Ukončení svařovacího procesu jedním tlačítkem STOP (pohyb stroje se zastaví).
12 Zavaření koncového kráteru.
13 „Dofuk" plynu.
Požadavky bodů 4, 7, 8, 12 a 13 lze splnit nastavením parametrů na svařovacím zdroji. Požadavky uvedené v ostatních bodech musí plnit stroj – mechanika CNC pálicího stroje: Ad. 1) Vedení pojezdu v podélném směru – standard. Ad. 2) Bez servopohonu pro rozkyv hořáku tedy viz bod 5. Ad. 5) Křížový suport pro přesné nastavení polohy hořáku vůči kladkovému vedení. Ad. 10) Mechanické vedení sestavy hořákového vozíku a zdvihu pomocí kladek. A také řídicí systém CNC pálicího stroje: Ad. 3) a Ad. 9) Je pro řídicí systém standard. Ad. 6) a Ad. 11) Lze splnit prostřednictvím interface ke svářecímu zdroji.

Pálicí a svařovací pracoviště umožňuje pálení dílů do max. délky 8 m a svařování dílů do max. délky 12 m. Obě sekce pracoviště jsou orientovány za sebou v celkové délce dráhy stroje 26 m. Na příčném vedení mostu portálu je instalována dvojice vozíků s výškovými zdvihy. Každý z obou vozíků (bez pohonu), volně plovoucí v příčném směru (osa Y), nese hořákový zdvih (bez pohonu) volně plovoucí ve svislém směru (osa Z). Zdvih je osazen vodicími kladkami pro výškové a směrové vedení celé sestavy a manuálně ovládaným křížovým suportem se strojním svařovacím hořákem. Dva svařovací zdroje MIG/MAG SELCO GENESIS 5000 PME, včetně chladicích jednotek WU 3000, jsou umístěny na jedné z hlavních pojezdových skříní stroje. Podavače drátu, WF 4000 SMART 4 kl., jsou instalovány na vedení ze zadní stany mostu.
Svařovací sekce pracoviště je vybavena speciálním úložným roštem umožňujícím adaptaci ke konkrétnímu tvaru a rozměrům nosníku. Rošt je zhotoven uživatelem na základě jeho dlouhodobých praktických zkušeností. Odsávání zplodin pálení je řešeno spodním odtahem klasického pálicího stolu. K odsávání zplodin svařování je použit horní odtah do příčného kanálu neseného strojem a odtud do podélného kanálu uloženého vedle přívodního energořetězce.
Aktuální obsluha pracoviště spočívá v následujících činnostech: Transport sestehovaného polotovaru nosníku z přípravného na svařovací pracoviště a jeho ustavení na svařovací rošt do ležaté polohy. Najetí portálu a manuální navedení prvků mechanického vedení hořáků do startovací polohy. Nastavení svařovacích parametrů volbou příslušného programu, výkonu a svařovací rychlosti. Provedení operace současného svařování obou koutových svarů protilehlých pásnic ke stojině, totéž pak po otočení nosníku, včetně kontroly průběhu a případných oprav vadných úseků. Transport hotového svařence k dalšímu zpracování.
Zvolené řešení sice klade vyšší nároky na obsluhu, ale současně vykazuje velmi vysokou provozní spolehlivost a variabilitu využití, což byl jeden ze základních požadavků uživatele. Postupem času se vytíženost stroje s ohledem na poměr pálení/svařování přiblížila poměru 50:50, a proto se do popředí dostává otázka možnosti dalšího zvýšení komfortu obsluhy jeho svařovací části. Z tohoto důvodu jsou ve spolupráci MGM, spol. s r.o. a Ocelové konstrukce s.r.o. připravována další nová řešení, která budou následně aplikována na již provozované kombinované pracoviště.
Tato „první vlaštovka" využívající náš portálový nosič i pro oblast svařování bude mít v brzké době své další následovníky směřující do dalších oblastí – zařízení pro svařování různých formátů plechů do delších pásů (příčné, tupé svary), zařízení pro svařování profilů sloupů el. vedení či zařízení pro svařování Al-profilů do panelů o rozměrech až 6×12 m.
Přestože nosným programem společnosti MGM, spol. s r.o. Tábor i nadále zůstává výroba CNC pálicích strojů, věříme, že vstup do oblasti svařování bude přínosem nejen pro nás, ale zejména pro uživatele strojů z naší produkce.


Časopis T+T Technika a Trh

|

|
| Aktuální číslo | Předchozí číslo |

 Ansys spolupracuje se Sony Semiconductor Solutions
Ansys spolupracuje se Sony Semiconductor Solutions Příjemné a pohodové Vánoce
Příjemné a pohodové Vánoce EPLAN a Siemens umožňují bezproblémovou interoperabilitu dat ve strojírenství
EPLAN a Siemens umožňují bezproblémovou interoperabilitu dat ve strojírenství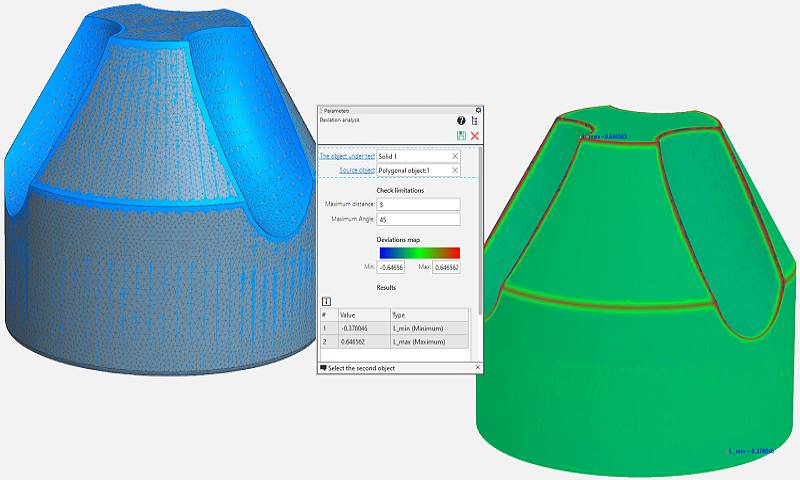 KOMPAS-3D V23 – Reverzní inženýrství, přímé modelování a další ...
KOMPAS-3D V23 – Reverzní inženýrství, přímé modelování a další ...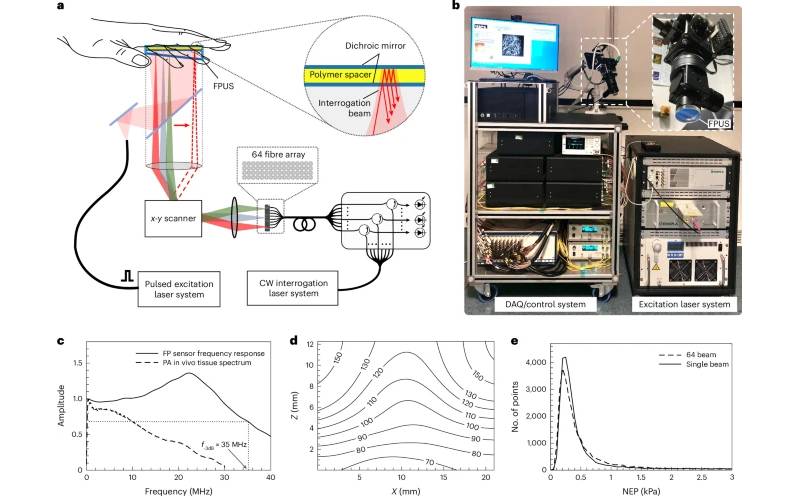 3D skener pro lepší diagnostiku cévních onemocnění
3D skener pro lepší diagnostiku cévních onemocnění






RSS Sitemap Trends Zásady ochrany osobních údajů Tvorba webových stránek Brno - Webservis © 2023. Všechna práva vyhrazena.