

Průmysl představuje výjimečnou redukci časů při obrábění lopatek turbín a dalších komponent pro energetiku a letectví. Snad nejzákladnějším předpokladem v oblasti obrábění je, že opracování vysokopevnostních materiálů vyžaduje nástroje pro vyšší řezné síly. Patentované slitiny na bázi niklu používané například v plynových a parních turbínách patří mezi nejpevnější materiály na světě, které byly vyvinuty pro to, aby umožnily provoz elektráren při mnohem vyšších teplotách. To přináší nejen zvýšení potřebného výkonu, ale i zvýšení účinnosti a redukci nebo eliminaci škodlivých emisí.

Superslitiny jako Inconel®, Waspaloy®, Rene® a další vstupují do hry při výrobě lopatek turbín a dalších dílů, které vyžadují vysokou pevnost, vynikající odolnost proti tečení při vysokých teplotách, fázovou stabilitu a odolnost vůči oxidaci a korozi. Avšak obrábění takových materiálů může být pomalou, pracnou a nákladově výraznou zkušeností. Celokarbidové nástroje obvykle mohou v těchto materiálech dosáhnout rychlostí mezi 65 a 200 SFM (20 až 60 m/min) při omezené životnosti nástrojů. Nové monolitní keramické stopkové frézy Beyond KYS40TM od Kennametalu však představují žádané zásadní zlepšení při obrábění vysokopevnostních slitin na bázi niklu, jelikož hrubování zrychlí až na 3 300 SFM (1 000 m/min) při životnosti nástrojů dvakrát až třikrát delší, než mají srovnatelné monolitní karbidové nástroje.
Průmyslová premiéra
Řezné nástroje zhotovené z keramiky, převážně z oxidu hlinitého (Al2O3) existovaly již počátkem 20. století. Patenty na keramické řezné nástroje byly vydány v Německu v roce 1913 a komerčně tyto nástroje byly dostupné v USA v roce 1950. Dnes jsou zastupovány keramickými výměnnými břitovými destičkami, které mohou být využívány při vyšších řezných rychlostech ve vybraných aplikacích, ale monolitní keramické frézy byly k vidění zřídka, jelikož takové nástroje byly křehčí než karbidové a nepracovaly dobře. Přitom mnoho výrobců turbín si zavedlo vlastní výrobu monolitních karbidových fréz z důvodu vysoké spotřeby těchto nástrojů.
Nový materiál SiAlON KYS40 od Kennametalu a celková konstrukce monolitní keramické frézy nyní nabízí nejefektivnější cestu pro hrubování tepelně odolných slitin na bázi niklu. „Řezné rychlosti v superslitinách na bázi niklu mohou být až 20x vyšší ve srovnání s celokarbidovými frézami, a to díky výjimečné odolnosti keramiky vůči žáru a silnějším řezným hranám (negativní úhel čela), přičemž životnost nástroje může být pětkrát i vícekrát delší," říká Thilo Mueller, globální produktový manager Kennametalu.
Dostupné jsou dva druhy monolitních keramických fréz KYS40, a sice šestibřitá verze pro čelní frézování a kopírování a čtyřbřitá verze s krčkem pro frézování drážek a kapsování. Obě produktové řady rovněž dobře umožňují rampování, spirální interpolaci a trochoidální obrábění.
Mechanismus opotřebení a indikace opotřebení u monolitní keramické frézy jsou zcela odlišné od karbidové a dovolují práci keramické frézy daleko za bodem, kdy by bylo třeba karbidový nástroj vyměnit. To je také důvodem, proč je nová fréza řady KYS40 na reklamním letáku představena jako nástroj dovolující obrábění za hranicemi regulérního opotřebení.
Obrábění turbínových lopatek
Ať už jsou poháněny fosilními palivy, vodou nebo jádrem, téměř všechna elektrická energie na zemi je generována turbínami nějakého typu. Výroba, řízení a údržba těchto rozhodujících komponent jsou zásadní pro udržení nepřetržitých dodávek energie.
To vyvíjí velký tlak na výrobce, aby neustále inovovali své obráběcí strategie. To je ovlivňováno mnoha faktory: jsou požadovány velké počty podobných lopatek, nebo malé objemy různých konstrukcí lopatek? Jsou využívány početné sestavy obráběcích center nebo jednotlivé víceosé víceprofesní stroje? Jaký je používán CAD/CAM systém a jaká je kvalifikace operátorů?
A, samozřejmě, jaký je nejlepší výběr nástrojů pro dané operace obrábění? Poslední výsledky testů zahrnující nové monolitní keramické frézy přinášejí hlubší pohled.
Především nová řada keramiky Beyond KYS40 v obou verzích – čtyřbřité i šestibřité – přináší zvětšený průřez jádra, který zlepšuje tuhost nástroje a snižuje odchylku ve vysokých řezných rychlostech. Optimalizovaná geometrie a 40stupňový úhel šroubovice zlepšují řezný proces a odvod třísek.
Při hrubování tvaru malé turbínové lopatky vyrobené z Inconelu 718 obráběním za sucha bylo s čtyřbřitou EADE stopkovou frézou dosaženo rychlosti 645 m/min (2 116 SFM) a posuvu 0,03 mm/zub (0,0012 IPT). Hloubka řezu (ap) byla 0,5 mm (0,0197 palce) a šířka řezu (ae) byla 11,4 mm (0,866 palců). Ve srovnání s konvenčním řešením bylo při hrubování čtyřbřitou EADE frézou dosaženo trojnásobné dráhy za kratší dobu. Tato aplikace tedy přinesla třikrát více vyfrézovaných dílů.

Šestibřitá EADE monolitní keramická fréza byla testována při kopírovacím frézování pevných lopatek, které jsou součástí rotoru, vyráběných z Inconnelu 718, s použitím stlačeného vzduchu pro odstraňování třísek. Na rozdíl od konvenčního karbidového nástroje zde hrubování, které se přibližuje konečnému tvaru, vytváří třísky, jež mají blíže k prachu než k tradičním zkrouceným třískám, a vyžaduje pouze stlačený vzduch pro vyfoukání třísek z místa řezu. Testovací podmínky byly: řezná rychlost 679 m/min (2 228 SFM), posuv 0,03 mm/zub (0,0012 IPT) a měnící se hloubka řezu až do 0,5 mm (0,0197 palce).
Výsledkem byly dva segmenty rotoru obrobené jedním nástrojem za 12 minut strojního času, což účastníci testu označili za bezprecendentní.
Nové EADE monolitní keramické frézy jsou také uvedeny v nové a snadno použitelné aplikaci pro iPad „Kennametal Innovations", kterou lze zdarma stáhnout z iTunes App Store. Jednoduchá navigace v této aplikaci usnadňuje vyhledávání prostřednictvím klíčových slov pro nalezení specifických nástrojových řešení a produktových skupin. K hlavním rysům patří:
-navigační mapa, která nabízí roletová menu s přidanými informacemi zahrnujícími roztažitelné a přizpůsobitelné tabulky a grafy;
-uživatelsky řízená navigace s volitelnými údaji, která poskytuje rychlá a relevantní porovnání doporučených a konkurenčních produktů;
-demonstrační a aplikační videa poskytující hodnotnou reálnou zkušenost s nástrojovými technologiemi v aktuální aplikaci.
Kennametal nabízí nové monolitní keramické frézy KYS40 v rozsahu od 3/16 do 1/2 palce (4–12 mm). Práce s nástrojem nevyžaduje použití speciálního upínání, plně dostačuje použití běžného vysokovýkonného upínače nebo hydraulického upínače, pouze upínač musí být schopen pracovat ve vysokých otáčkách nutných pro obrábění superslitin. Pro zajištění nejvyšší životnosti nástroje je doporučeno následné vyvážení. Další informace jsou dostupné na

Časopis T+T Technika a Trh

|

|
| Aktuální číslo | Předchozí číslo |

 Ansys spolupracuje se Sony Semiconductor Solutions
Ansys spolupracuje se Sony Semiconductor Solutions Příjemné a pohodové Vánoce
Příjemné a pohodové Vánoce EPLAN a Siemens umožňují bezproblémovou interoperabilitu dat ve strojírenství
EPLAN a Siemens umožňují bezproblémovou interoperabilitu dat ve strojírenství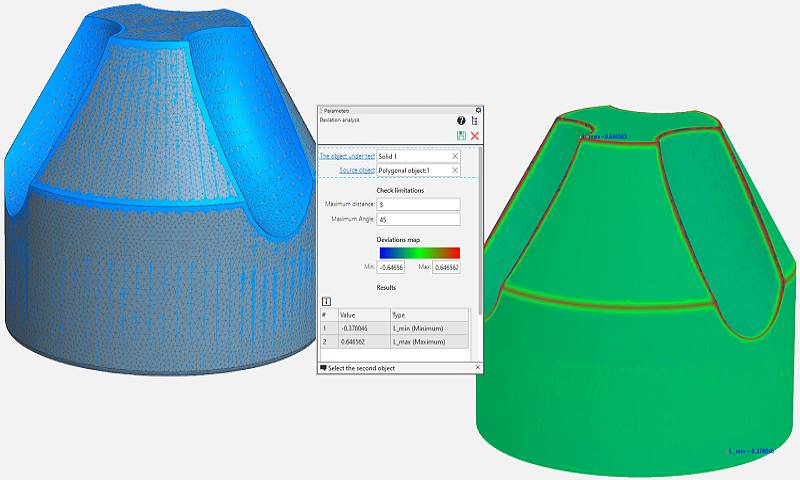 KOMPAS-3D V23 – Reverzní inženýrství, přímé modelování a další ...
KOMPAS-3D V23 – Reverzní inženýrství, přímé modelování a další ...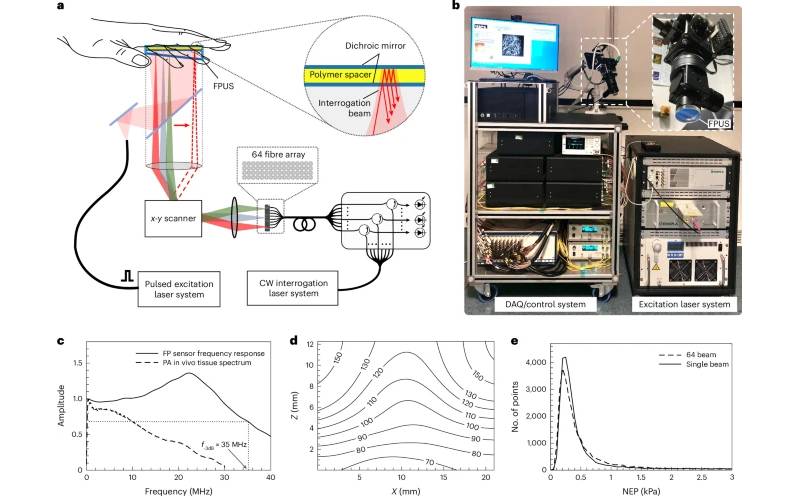 3D skener pro lepší diagnostiku cévních onemocnění
3D skener pro lepší diagnostiku cévních onemocnění






RSS Sitemap Trends Zásady ochrany osobních údajů Tvorba webových stránek Brno - Webservis © 2023. Všechna práva vyhrazena.