

Základní otázkou při aplikaci laseru je, zda použít standardní plyny nebo speciálně upravené směsi. Při technologii řezání se většinou využívá standardních řezných plynů. Při svařování laserem se však používají speciální plyny a jejich směsi.

Rezonátorové plyny pro CO2 lasery
Rezonátor CO2 laserů obsahuje CO2, dusík a hélium. Podle typu laserového zařízení probíhá směšování těchto plynů buď přímo v laseru nebo se pracuje (dle typu laseru) s předem připravenými směsmi. Pro zajištění nezbytné čistoty plynů musí být také uzpůsobeno zásobování plyny. To se týká jak redukčních armatur, tak i rozvodových sytému.
Asistenční plyny pro řezání
Pro laserové řezání nelegovaných ocelí je používán vysoce čistý kyslík čistoty 3.5. Dusík je určen k tavnému řezání vysoce legovaných ocelí a hliníku. Ve speciálních případech se používá také argon. Na základě odpovídající spotřeby plynu je pro všechny jejich druhý zpravidla doporučováno centrální zásobování na bázi svazku tlakových lahví nebo kryogenních zásobníků s odpařovači.
Ochranné plyny pro svařování
Laserové svařování probíhá většinou v ochranném plynu. Obzvlášť univerzální a energeticky výhodné je hélium. Často je používán čistý argon. Široké uplatnění nacházejí také ochranné směsi argonu a hélia s různými aktivními přísadami podle daného případu a materiálu. Dusík je používán jen zřídka.
Řezání
Při řezání je obzvlášť důležitá kvalita paprsku. Proto se pracuje s vysoce fokusovaným paprskem, charakterizovaným takzvaným základním módem (Gaussova křivka). Je tak dosaženo optimálního rozdělení energie – dnes až k výkonům kolem 2 kW. Lasery pro řezání s výkonem 3 kW a vyšším pracují již se svazkem s vyšším módem. Hlavní použití řezacích laserů je pro nelegovanou ocel s tloušťkou plechu do 15 mm, vysoce legovanou ocel do 10 mm a hliník do 8 mm. Šířky řezné spáry se pohybují mezi 0,2 a 0,5 mm.
Pro dobrý výsledek řezání bez oprav řezaných částí je, vedle správné fokusace svazku, rozhodující také poloha ohniska. Při řezání nelegované ocelí laserovým paprskem je ohnisko položeno do horní třetiny tloušťky plechu. Naproti tomu u vysoce legované ocelí – zde se jedná o proces tavného řezání – je fokusováno pod spodní hranu plechu. Také hliník je řezán vysokotlakým tavným řezáním, přičemž ohnisko je většinou fokusováno do spodní třetiny tloušťky plechu.
Svařování
Naskýtá se otázka: pevnolátkový ND: YAG nebo plynový CO2 laser? CO2 laser je v použití dominující, neboť umožňuje absolutně vyšší výkony. S 6 kW CO2 laserem lze dosáhnout na 5 mm plechu rychlost svařování více než 2 m/min. Výhoda Nd: YAG laseru: laserový paprsek může být veden flexibilně optickým vláknem. To je příznivé při použití robotizovaného posuvu hlavy. Laserový paprsek CO2 laseru je veden pomocí odrazného zrcadla.
Tolerance rozměru součástí/ přídavný materiál
Mnoho svařovacích úkolů je prováděno bez přídavného materiálu. Rozměr spáry je přitom vymezen na max. 0,1 mm. Aplikace přídavného materiálu umožňuje rozšíření tolerančního pole. V případě hliníku je použití přídavného materiálu zdůvodněno metalurgií procesu. Při svařování je také důležité rozložení energie.
Rozložení energie
Svazek nemusí být zaostřen tak silně jako při řezání. Zpravidla může být tedy použito vyššího módu. Těžištěm pro svařování CO2 laserem jsou výkony od 4 do 12 kW. Existují ale také systémy používající 12 kW a více. Typický výkon Nd: YAG laseru je do 4 kW.
Přívod plynů – axiální nebo ne?
Při interakci laserového svazku s povrchem se tvoří vrstva plazmatu nad horní hranou plechu. Toto je na jedné straně žádoucí, ale na druhé straně nesmí být vytvořená vrstva příliš silná. To je možno ovlivňovat přívodem plynu – koaxiálním s laserovým paprskem nebo s externí plynovou tryskou, přivádějící plyn z boku. Při svařování je ochranný plyn přiváděn převážně z boku. Oba způsoby přívodu plynu lze navzájem kombinovat.

Časopis T+T Technika a Trh

|

|
| Aktuální číslo | Předchozí číslo |

 Ansys spolupracuje se Sony Semiconductor Solutions
Ansys spolupracuje se Sony Semiconductor Solutions Příjemné a pohodové Vánoce
Příjemné a pohodové Vánoce EPLAN a Siemens umožňují bezproblémovou interoperabilitu dat ve strojírenství
EPLAN a Siemens umožňují bezproblémovou interoperabilitu dat ve strojírenství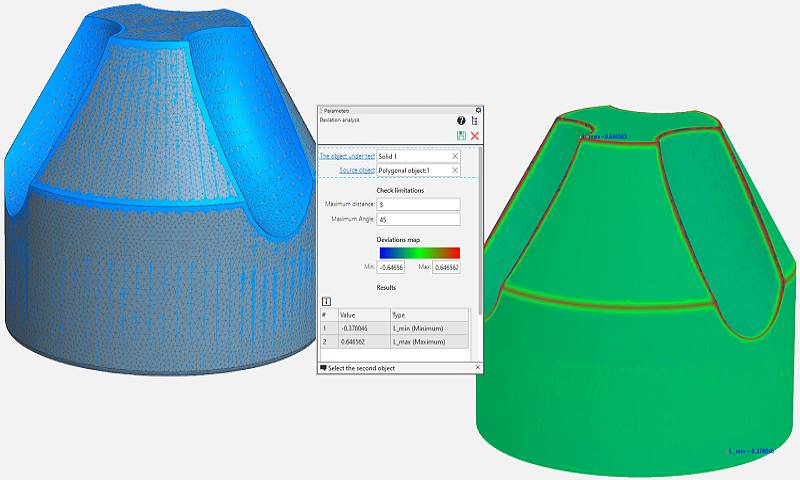 KOMPAS-3D V23 – Reverzní inženýrství, přímé modelování a další ...
KOMPAS-3D V23 – Reverzní inženýrství, přímé modelování a další ...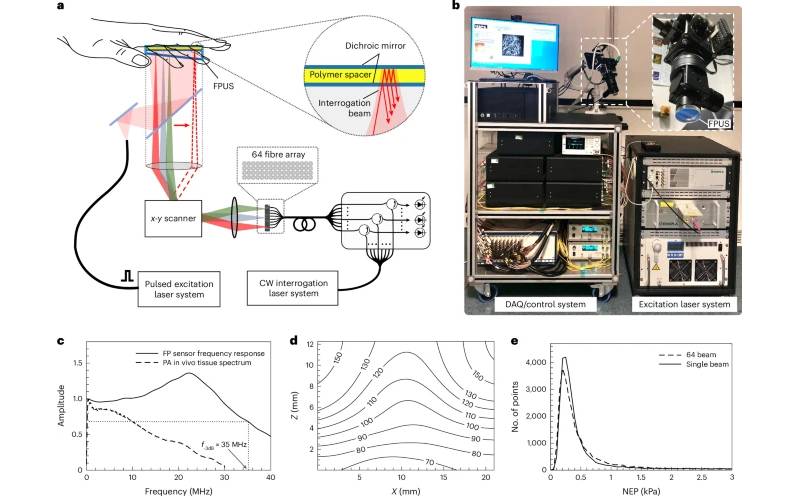 3D skener pro lepší diagnostiku cévních onemocnění
3D skener pro lepší diagnostiku cévních onemocnění






RSS Sitemap Trends Zásady ochrany osobních údajů Tvorba webových stránek Brno - Webservis © 2023. Všechna práva vyhrazena.